
.jpg)
圆锥破碎机是工业生产中细碎破碎工序的重要生产设备,圆锥破的安全稳定运行跟设备的正确安装有很大关系。本文分享圆锥破安装的基本步骤和操作规范。
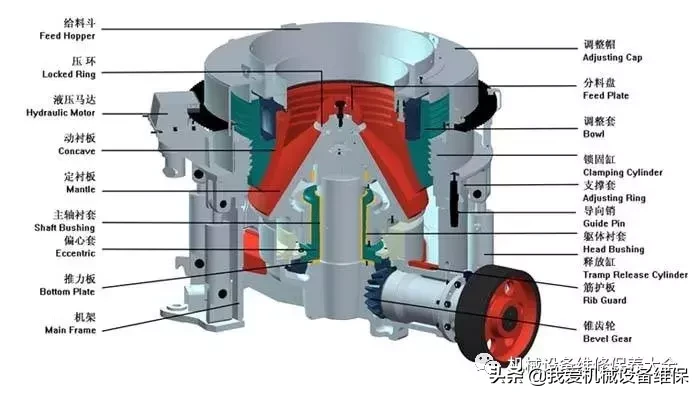
图1 圆锥破碎机结构
1.底架的安装
1)设备放置于构建的基础上。
2)设备的放置:设备需根据基础图预先埋置地脚螺栓(按用户要求,亦可不用地脚螺栓,而采用预埋铁方案):
a、按照基础图地脚螺栓位置,进行第二次灌桨。
b、当二次灌桨层硬化后,安装底架。
3)安装底架时应保持严格的水平性,安装前须将底架减振垫对应的位置处打磨平整,并用水平仪检查基础水平度。
4)保持底座的水平性,能保证设备的动平衡,从而有力保证机器可靠性。
2.传动部件的安装
1)轴承采取热装,安装传动轴时应保证轴承相对传动轴的轴向位置。
2)传动轴装入以后,应检查轴向窜动。
3)安装压盖和主机皮带轮等时必须在平面接触部分和平键的平面涂满一层密封胶。
4)主机皮带轮的拆卸可用液压装置。
3.激振器部件的安装
1)激振器部件有三块偏心块,上、下偏心块和轴套上对应有键,轴套上有三组键槽,可以更换使用不同位置组的键槽以延长轴套的使用寿命。
2)三块偏心块的扇形部分外侧有多处键槽,长键通过上、下偏心块的力固定中间偏心块,使用时可根据需要变换中间偏心块与上、下偏心块的相对位置以得到不同的破碎力。
3)装卸偏心块时,可用小角度楔铁涨开偏心块开口处少许,以便装卸。
4)锁紧偏心块使用钢结构高强度螺栓,将螺帽沉入一边的开口槽。若因条件所致,现场只能使用其他高强度螺栓,则须保证沉入后螺栓不转动90°,否则应在螺帽的任对称两边焊接薄铁板,以使螺帽能被开口槽锁紧。
5)拧紧螺母到使开口处两平面平行后,施加预紧力时用一米长加力杆将螺母再紧拧接近一定角度。施加预紧力后,锁紧螺母。
6)装上两锁片,锁片贴近偏心块,如果上表面和轴套的轴向键槽的上表面存在间隙,可在锁片下面垫上薄铁板补偿间隙。拧紧螺栓并锁死。
4.激振器部件和动锥支承的安装
1)为保证均匀细密接触,应配合动锥支承钢瓦将副支承球面瓦进行刮研,并保证球面瓦外环上每25mm×25mm有10~15接触点,同时使内环有少量环状间隙。
2)平放激振器在地面上,动锥支承坐落在其上,将法兰套在轴套上,把锥套和卡环装入,确保卡环贴进轴套周向键槽和沉入锥套台阶里(见图2)。
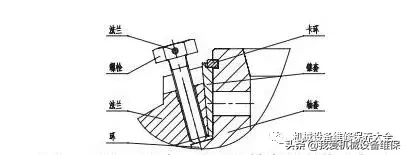
图2 法兰、锥套、卡环和轴套的安装示意图
3)缓慢吊起动锥支承使激振器脱离地面少许,逐次、反复、对称拧紧法兰上8条螺栓,然后将螺栓两个一组用铁丝锁死。
4)副支承球面瓦和激振器的正确安装有利于保证设备工作的可靠性。
5.动锥部件的安装
1)清除掉涂主轴、球面和锥面上的保护油层。
2)将主轴表面涂一层黄干油,球面和锥面上涂一层稀油。
3)用薄塑料纸包裹主轴,以防污染。
4)将动锥放置在铁架子上,在动锥衬板的外表面焊接两对称吊环,将动锥衬板吊起装在动锥上,安装上小衬板、垫环和盖形螺母(左旋螺纹),然后利用专用扳手和大锤紧固盖形螺母,并用塞尺检查四周动锥衬板和动锥之间的间隙,要使间隙近乎为零并四周一致。
5)组装时在盖形螺母处吊起动锥部件,将动锥主轴轻轻地缓慢放入激振器部件轴套中,稳稳地使动锥球面与动锥支承的球面瓦接触,避免动锥舌形圈或外沿架空在动锥支承上和压坏密封圈。
6.调整环的安装
1)调整环部件包含料斗、螺纹圈和定锥衬板等部件,它的安装质量好坏也能影响设备运行的稳定性、破碎效果和定锥衬板的使用寿命。
2)定锥衬板和螺纹圈通过圆锥面接触,安装时放正定锥衬板,把螺纹圈正放于其上,将法兰放置于螺纹圈上,把卡环卡住定锥衬板的颈部外圈,然后逐次、反复、对称拧紧螺栓,将法兰顶起和卡死卡环。
3)安装好定锥衬板后,即可安装压铁、密封圈和料斗等零部件。
7.锁紧机构安装
1)根据定位销确定锁紧结构和支撑环的相对位置,旋入调整环,调整到合适位置以得到合适的工作排料口间隙2S。
2)始终保证锁紧结构相对支撑环平行,打开高压泵站,将压力调整到13MPa,逐次、反复、对称向下拧锁紧结构千斤顶的顶杆,直到拧死。
3)关闭高压泵,卸除高压泵的剩余压力。
4)因锁紧结构是通过碟形弹簧实现锁紧,故在设备正常工作时不能打开高压泵。
8.润滑装置的安装
1)润滑装置按本公司提供的装配图进行安装,用户需自行准备安装所需的HG4-761-74规格油管和其他零件。进油胶管须能承受>10MPa的压力。
2)润滑装置的配置,必须保证润滑进油和回油的顺畅。
3)在完成润滑装置的安装后,应先进行润滑装置的试验,调试润滑系统及控制,如发现润滑系统有了故障,须拆卸修理。
4)还须调试润滑装置的温度、压力控制系统,通过调节压力和温度上下限指针检查电接点压力表、温度表的可靠性及其与电控柜联接的可靠性,以保证设备控制系统的可靠性。